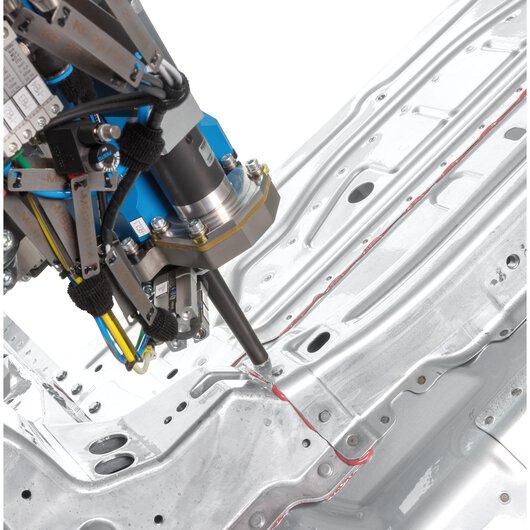
Pri tomto inovatívnom procese mechanického spájania sa pomocný spojovací prvok podobný klincu – osadzovacia skrutka – zrýchli na vysokú rýchlosť a zarazí sa do vopred nepreddierovaných spájaných častí. Ogiválny hrot osadzovacej skrutky pritom vytlačí materiál. Rýchlosť, ktorú možno regulovať prostredníctvom nastaviteľného spojovacieho tlaku, závisí od materiálov a hrúbky konštrukčných dielov. V dôsledku krátkodobého zvýšenia teploty v zóne spájania stečie materiál spájanej časti do rýh na drieku osadzovacej skrutky, čím sa dosiahne vysoký tvarový styk spoja. V dôsledku zlisovania a stlačenia materiálu, najmä v prípade oceľových materiálov s vyššou pevnosťou, vznikne silový styk. Dôležitým predpokladom použitia tejto metódy je dostatočná tuhosť spájaných častí, aby mohli bez väčšej deformácie absorbovať penetračný impulz osadzovacej skrutky.