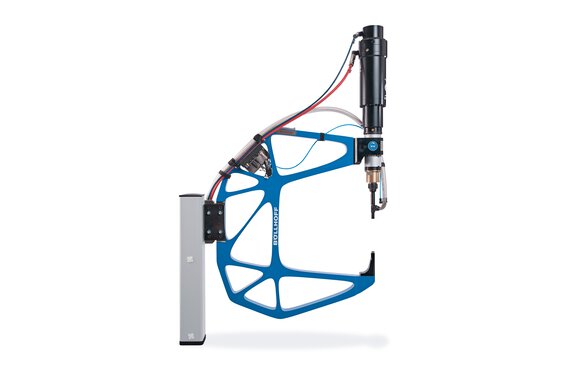
Benefit from the new key facts
- Modular electrical lightweight system
- High joint quality and a wide application range due to
- dies with spring segments
- path-controlled process with adjustable residence times that allows maximum undercut values
- Low-maintenance drive with 67 kN total force
- Compact, robust and reduced-weight with C-Frame Select
- Modular design with mechanical strippers and punches in various sizes for different joining forces
- One supply unit for different joining technologies – self-pierce riveting and clinching
- Flexible due to quick and easy retooling to vary between the RIVSET® and RIVCLINCH® technology
- Wide application range (aluminium – steel – stainless steel)